Increase throughput with an adjustable stroke press
In a previous article, we explained why the shortest stroke is optimal for efficient stamping...
One of the most fundamental and commonly overlooked aspects of the metal stamping process is the use of the shortest possible stroke for a given application. Many stampers state that they are aware of the importance of this factor, but do not quite understand the benefits behind it.
Too often we hear from customers that they are in search of a press with a longer stroke than what is required for the tooling of a particular application all for the sake of ensuring "flexibility" in their operation. While yes having a longer stroke gives you the capability to run multiple jobs in the same press, stampers tend to not think of the consequences associated with this line of thinking.
In this article, we'll break down some of the main reasons why using the shortest stroke for stamping processes is the best. But first, let's take a look at how stampers are often hurting their bottom line by ignoring this fundamental concept.
Using a longer stroke than what is needed can be detrimental in many ways regarding your process. It is important to understand the impact longer strokes can have on your process such as:
While the idea may sound appealing in theory or when looking towards the future expansion of your business, you must keep in mind that there are a great deal of hidden costs. In summary, when you purchase a press with a stroke that is longer than what you need just to obtain added flexibility you must also consider the costs associated with doing so.
Using the shortest stroke in your stamping process is one of the simplest ways to improve your operational efficiency. Metal Stampers should understand what they can gain by employing the shortest possible stroke for a given process which includes the following:
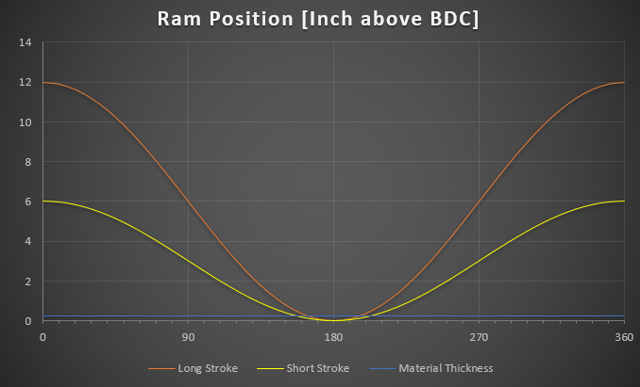 For example, consider two presses stamping material at 50 strokes per minute with a thickness of 0.25 inches, one press has a 12-inch stroke and the other uses a 6-inch stroke. The press with a 6-inch stroke notices a 42% increase in forming time over the press with a 12-inch stroke.
For example, consider two presses stamping material at 50 strokes per minute with a thickness of 0.25 inches, one press has a 12-inch stroke and the other uses a 6-inch stroke. The press with a 6-inch stroke notices a 42% increase in forming time over the press with a 12-inch stroke.
To summarize there are many advantages to utilizing the shortest possible for a given metal stamping application. Not only can you improve the throughput from a more efficient stroke, but you will also see drastic improvements in the life of your tooling and the press itself. These advantages will add more money back to your business's bottom line while also cutting down on the expenses required to maintain your equipment.
Based on the hidden costs of using longer strokes in your process, it is safe to say that it is well worth a company's time and effort to use the shortest possible stroke for a given process. To determine what the shortest stroke possible is for your application you must take the finished part and the time needed for feeding into account. Once these factors are examined you can gain insight into what the shortest stroke needed will be and can respond accordingly.
Sangiacomo Presses Americas is ready to help you optimize your stamping operations with our adjustable stroke press.
Still considering your options? Our team will gladly answer any questions or concerns you may have.
Contact us today at 256-275-4701 or email us at info@sangiacomo-presses.com.
In a previous article, we explained why the shortest stroke is optimal for efficient stamping...
There are many ways you can extend the life of your press through preventative maintenance, but we...
Recently, ART Metals Group (ART) shared their experience with us. If you’ve ever doubted whether an