Industry 4.0 Series: Data-Driven Stamping, Part 2
Welcome to the final article in this blog series on Industry 4.0! In this series, we address...
Welcome to the second article in this blog series on Industry 4.0! In this series, we address unanswered questions and roadblocks surrounding the term and its implementation in factories or small job shops. We tackle the "what, "why", and "how" of Industry 4.0, and why it should matter to you.
Our previous article discussed the basics of Industry 4.0 and the obstacles to embracing data-driven stamping operations. In this article, we’ll do a deep dive into the mechanisms of Industry 4.0 as they relate to the importance of data, the cyber-physical system (CPS), and how they relate to data-driven stamping operations. In short, we will cover why data matters in Industry 4.0 and how to become Industry 4.0-ready.
Why Data Matters in Stamping Operations
Have you ever experienced the frustration of being stopped at a red light with you and a line of cars, while there is virtually no cross traffic? Chances are you have, and you wish there were a better traffic light system to control traffic.
What if traffic lights could go a step beyond timers and sensors to actually detect cars from afar and actually control them by accelerating and slowing them down, eliminating the need for traditional traffic lights altogether?
How do traffic lights relate to Industry 4.0, you might ask? If Industry 4.0 is all about the exchange of data between the physical and cyber world to control a machine, then traffic lights serve as an excellent example of why data matters. Specifically, achieving a more efficient traffic light system starts with collecting the right data, understanding it, and knowing what to do with it. This same principle applies to data-driven stamping operations.
Case in Point
Regardless of industry, company size, and business, seasoned machine operators know much about the equipment they operate. They observe patterns, try different remedies to avoid nuisance faults, or find synergies to make their jobs easier. If asked, operators can articulate problems with the production process. However, this information resides within the operator and is subjective.
For example, an operator may say that there are “dozens of misfeeds” when starting a new production batch. The operator may have an opinion about the cause, but may not be able to determine if the misfeeds are caused by the improper procedure, maintenance issues, or even a machine design flaw.
Operators are typically not trained to question matters outside of their environment. Quite the opposite occurs-- they are often discouraged from doing so. Operators do not have the tools and expertise to make a compelling case to management, but data does.
Below, let’s look at how would the statement of “experiencing dozens of misfeeds” in the example above might look, as expressed in a digital format:
Batch 1 8:03:01 Batch start
8:03:03 Mis-feed
8:03:56 Run
8:04:01 Mis-feed
8:05:12 Run
8:10:38 Batch complete
Batch 2 8:17:59 Batch start
8:20:05 Mis-feed
8:21:12 Run
8:24:26 Batch complete
Aggregated in a table:
| Batch | 1 | 2 |
| Run Time | 5:33 | 5:20 |
| Number of Mis-feeds | 2 | 1 |
| Down Time Due to Mid-feeds | 2:04 | 1:07 |
| Total Time | 7:37 | 6:27 |
The data reveals that the claim of experiencing misfeeds “dozens of times” is rather an expression of frustration, than an estimated count of occurrences. It's certainly not reflecting the number of misfeeds per batch. The data also shows that the misfeeds do not happen at the start of a batch only.
Once a system records data, trends can be observed which may not be as obvious as the above. Suppose the same data was tracked in an identical production system, perhaps in a different part of the world, with the following results:
| Batch | 1 | 2 |
| Run Time | 7:14 | 7:20 |
| Number of Mis-feeds | 0 | 0 |
| Down Time Due to Mis-feeds | 0 | 0 |
| Total Time | 7:14 | 7:20 |
Takeaways
Data helps identify possible reasons for misfeeds. Looking at the total time for production would indicate that the two plants operate with comparable efficiencies. Since each plant is incentivized to achieve the highest efficiencies, you could conclude that the first plant is more efficient by producing two batches in 14 minutes and 4 seconds compared to the second plant with 14 minutes and 34 seconds. But the second plant has a more tightly controlled process which helps the workflow. Those gains could be far greater than the gain in the average cycle time of plant one.
To address the latter question, the data system would need to be expanded so that the gap can be explained. Then, compare it to a benchmark, similarly as was done in the above example. Hence, the more data, the better.
The Role of Data in Stamping Operations
Data plays an important role in data-driven stamping. But, it’s important to understand how it’s used just as much as why it’s used.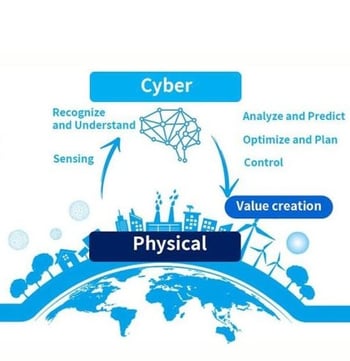
The process and logic it takes to improve your stamping operations come, in part, from an important concept in Industry 4.0—the cyber-physical system (CPS).
CPSs provide value creation (i.e. more efficient traffic lights) by using the cyber world to sense, recognize, and understand data from the physical machines in order to ultimately analyze, predict, optimize, plan, and autonomously control the machines and processes.
Essentially, CPSs provide a way for physical machines and cyber networks to exchange bidirectional communication with each other and use raw data to be translated into value-creation insight and predictions for better and more efficient stamping operations in the factory.
In a stamping factory, this process could look like this:
The word “data” is used a lot here, but what type of data are we talking about exactly? In the next article titled “Industry 4.0: Data-Driven Stamping, Part 2”, we’ll cover what data matters and how to use it for value creation. We’ll also explain what kind of stampers are best positioned to achieve Industry 4.0.
Sangiacomo Presses Americas is ready to help you optimize your stamping press operations with our adjustable stroke press.
Learn more about our stamping presses by visiting our main website here.
Still considering your options? Our helpful sales reps will gladly answer any questions or concerns you have.
Contact us today at 256-275-4701 or email us at info@sangiacomo-presses.com.
Welcome to the final article in this blog series on Industry 4.0! In this series, we address...
Every penny matters whether you're a high-volume production facility or a small metal forming shop,...